การนับสินค้าคงคลัง เป็นเรื่องที่สำคัญของคลังสินค้า หากผลต่างระหว่างระบบกับจำนวนวัสดุจริงมีความแตกต่างกันมากก็จะส่งผลกระทบกับฝ่ายซ่อมบำรุงและเป็นหนึ่งในดรรชนีชี้วัดถึงความสามารถในการการบริหารจัดการ.
การนับสินค้าคงคลังที่นิยมมีอยู่ 3 วิธี
1.ตรวจนับ 100%
เป็นการตรวจนับ 100% ทุก 4 เดือนครั้ง หรือ 6 เดือนครั้ง หรือปีละครั้ง วิธีนี้เป็นที่นิยมแต่เหมาะกับการนับสินค้าคงเหลือที่มีปริมาณไม่มาก สามารถนับเสร็จภายใน 1 วัน ซึ่งหากว่าใช้เวลานานในการนับจะส่งผลกับความถูกต้อง.
2.ตรวจนับแบบเลือกสรร
โดยพิจารณาจาก STOCK CRITERIA MATRIX เช่น F-V นับทุก 3 เดือนเนื่องจากมีความถีมากและเป็นวัสดุที่สำคัญกับการผลิด
หรือพิจารณาจาก ABC Analysis
A ความถีในการนับสูง.
B ความถีในการนับปานกลาง
C ความถีในการนับต่ำ
หรือนับทุกเดือน โดยแบ่งจำนวนการนับเป็น A 60% B 30% C 10% จนครบจำนวนทั้งหมดของสินค้าคงคลัง.
วิธีนี้เหมาะกับ จำนวนวัสดุที่มีจำนวนมากไม่สามารถนับเสร็จภายใน 1 หรือ 2 วัน อีกทั้งยังง่ายในการตรวจสอบหากพบว่าวัสดุไม่ตรงกับระบบก็ง่ายในการสอบทาน.
3.ตรวจนับแบบฉับพลัน
มักจะเป็นการตรวจนับจาก Audit หรือ ฝ่ายบัญชี.
ข้อสังเกตุ จากประสบการณ์พบว่าอะไหล่ที่สูญหายหรือมากกว่าระบบนั้นส่วนหนึ่งเกิดจากความผิดพลาดในการเบิกฉะนั้นในทุกๆวันควรมีการตรวจนับทุกๆวันในรายการที่มีการเบิกจ่าย.
Copyright © 2014 All rights reserved.
วันเสาร์ที่ 22 กุมภาพันธ์ พ.ศ. 2557
วันพุธที่ 19 กุมภาพันธ์ พ.ศ. 2557
ถามตอบ ปัญหาต่างๆของ Warehouse
ถามตอบปัญหาต่างของคลังสินค้า
1.ทำอย่างไรหากคนที่มีอำนาจในการเซ็นชื่อเพื่อเบิกอะไหล่ไม่อยู่ ?
ตอบ ใช้ Kanban Card.
โดยปกติแล้วการเบิกอะไหล่จากคลังสินค้าตองมีลายเซ็นจากผู้มีอำนาจเท่านั้นซึ่งส่วนใหญ่แล้วจะเป็นวิศวกร ซึ่ง Procedure ส่วนใหญ่เขียนไว้แบบนี้ แต่ในความเป็นจริงจะมีการเบิกอะไหล่จากคลังโดยที่ไม่มีลายเซ็นจากวิศวกร บางครั้งวิศวกรอยู่หน้างานกำลังแก้ไขปัญหาอยู่จึงให้ช่างมาเบิกแทนซึ่งไม่มีอำนาจในการเซ็น บางที่อาจจ่ายก่อนเซ็นที่หลัง บางที่อาจให้คนในระดับเดียวกันหรือสูงกว่าเซ็น.
2.อะไรคือความแตกต่างระหว่าง Inventory กับ Stock ?
อ้างอิงจาก http://smallbusiness.chron.com/differences-between-inventory-stock-24880.html
3.ชิ้น กับ อัน ใช้อันใหนดี ?
ชิ้นใช้กับส่วนประกอบย่อยที่ไม่สมบูรณ์ในตัวเอง.
 SEAT RING เป็นชิ้นส่วนของ Valve จึงใช้หน่วยเป็นชิ้น
SEAT RING เป็นชิ้นส่วนของ Valve จึงใช้หน่วยเป็นชิ้น
อันใช้กับวัสดุที่มีความสมบูรณ์ในตัวเอง.

Valve วัสดุที่มีความสมบูรณ์ในตัวเอง จึงใช้หน่วยเป็น อัน.
4.อะไหล่ที่ไม่เคลื่อนไหวจะเก็บต่อไปดีหรือไม่ ?
ให้เก็บต่อหากเป็นอะไหล่ที่อยู่ในขอใดข้อหนึงต่อไปนี้
1.เป็นอะไหล่ที่เป็น Insurance parts (V).
2.ไม่มีการผลิตอะไหล่ชิ้นนี้แล้ว.
3.ให้คาดการว่าจะมีการใช้อีกหรือไม่
5.จำนวนรวมอะไหล่ใน คลังสินค้าควรมีมูลค่ารวมเท่าใหร่?
ใช้ %GPI Gross Plant Invesment <1%
%GPI = (มูลค่าอะไหล่/มูลค่าในการลงทุน) * 100
มูลค่าในการลงทุน ไม่รวมอสังหาริมทรัพย์ และเป็นมูลค่าปัจจุบัน.
6.ค่าการจัดเก็บ (Stocking Cost)ควรใช้ตัวเลขใหนในการคำนวน ระหว่าง 20% หรือ 25% ?
สำหรับ อะไหล่ให้ใช้ 25% ความจริงแล้วตัวเลข 25% เป็นเลขเฉลี่ยโดยร่วมทั้งหมด
ค่าในการจัดเก็บมากหรือน้อยนั้นแต่ต่างกันไปในแต่ละอะไหล่ บ้างชนิดอาจแค่ 15% หรืออาจสูงถึง 35% แต่โดยทั่วไปใช้ 25% ในการคำนวน
7.จากคำถามข้อ 6 ช่วยแจกแจงถึงที่มาของตัวเลข?
รายละเอียดตามด้านล่าง
1.มูลค่าในการลงทุน (ดอกเบี้ย,ค่าเสียโอกาสในการลงทุน) 10% - 18%
2.ค่าใช้จ่ายสำหรับพื้นที่การจัดเก็บ
3.เงินเดือนพนักงานคลังสินค้า
4.ค่าใช้จ่ายในการป้องกันความเสื่อมสภาพ
ข้อ 2,3,4 ประมาณ 3%-6%
5.ค่าความเสียหาย หรือ การเสื่อมสภาพ 1%-2%
6.ความล้าสมัย 3%-5%
7.ค่าประกัน 0.5%-1.5%
8.วัสดุที่เกินจากค่า Max หรือ เป็น Dead Stock ควรทำอย่างไร ? เพราะอะไร ?
ใครมีคำถามก็ถามได้นะครับ จะช่วยหาคำตอบให้
Copyright © 2014 All rights reserved.
1.ทำอย่างไรหากคนที่มีอำนาจในการเซ็นชื่อเพื่อเบิกอะไหล่ไม่อยู่ ?
ตอบ ใช้ Kanban Card.
โดยปกติแล้วการเบิกอะไหล่จากคลังสินค้าตองมีลายเซ็นจากผู้มีอำนาจเท่านั้นซึ่งส่วนใหญ่แล้วจะเป็นวิศวกร ซึ่ง Procedure ส่วนใหญ่เขียนไว้แบบนี้ แต่ในความเป็นจริงจะมีการเบิกอะไหล่จากคลังโดยที่ไม่มีลายเซ็นจากวิศวกร บางครั้งวิศวกรอยู่หน้างานกำลังแก้ไขปัญหาอยู่จึงให้ช่างมาเบิกแทนซึ่งไม่มีอำนาจในการเซ็น บางที่อาจจ่ายก่อนเซ็นที่หลัง บางที่อาจให้คนในระดับเดียวกันหรือสูงกว่าเซ็น.
2.อะไรคือความแตกต่างระหว่าง Inventory กับ Stock ?
Inventory
Inventory includes a small business's finished products, as well
as the raw materials used to make the products, the machinery used to
produce the products and the building in which the products are made. In
other words, anything that goes into producing the items sold by your
business is part of its inventory.
Stock
Stock is the finished product that is sold by the business. In some cases, stock is also raw materials, if the business also sells those products to its customers. For example, a car dealership's stock includes cars, but also can include tires, engine parts or other car accessories.อ้างอิงจาก http://smallbusiness.chron.com/differences-between-inventory-stock-24880.html
3.ชิ้น กับ อัน ใช้อันใหนดี ?
ชิ้นใช้กับส่วนประกอบย่อยที่ไม่สมบูรณ์ในตัวเอง.
อันใช้กับวัสดุที่มีความสมบูรณ์ในตัวเอง.
Valve วัสดุที่มีความสมบูรณ์ในตัวเอง จึงใช้หน่วยเป็น อัน.
4.อะไหล่ที่ไม่เคลื่อนไหวจะเก็บต่อไปดีหรือไม่ ?
ให้เก็บต่อหากเป็นอะไหล่ที่อยู่ในขอใดข้อหนึงต่อไปนี้
1.เป็นอะไหล่ที่เป็น Insurance parts (V).
2.ไม่มีการผลิตอะไหล่ชิ้นนี้แล้ว.
3.ให้คาดการว่าจะมีการใช้อีกหรือไม่
5.จำนวนรวมอะไหล่ใน คลังสินค้าควรมีมูลค่ารวมเท่าใหร่?
ใช้ %GPI Gross Plant Invesment <1%
%GPI = (มูลค่าอะไหล่/มูลค่าในการลงทุน) * 100
มูลค่าในการลงทุน ไม่รวมอสังหาริมทรัพย์ และเป็นมูลค่าปัจจุบัน.
6.ค่าการจัดเก็บ (Stocking Cost)ควรใช้ตัวเลขใหนในการคำนวน ระหว่าง 20% หรือ 25% ?
สำหรับ อะไหล่ให้ใช้ 25% ความจริงแล้วตัวเลข 25% เป็นเลขเฉลี่ยโดยร่วมทั้งหมด
ค่าในการจัดเก็บมากหรือน้อยนั้นแต่ต่างกันไปในแต่ละอะไหล่ บ้างชนิดอาจแค่ 15% หรืออาจสูงถึง 35% แต่โดยทั่วไปใช้ 25% ในการคำนวน
7.จากคำถามข้อ 6 ช่วยแจกแจงถึงที่มาของตัวเลข?
รายละเอียดตามด้านล่าง
1.มูลค่าในการลงทุน (ดอกเบี้ย,ค่าเสียโอกาสในการลงทุน) 10% - 18%
2.ค่าใช้จ่ายสำหรับพื้นที่การจัดเก็บ
3.เงินเดือนพนักงานคลังสินค้า
4.ค่าใช้จ่ายในการป้องกันความเสื่อมสภาพ
ข้อ 2,3,4 ประมาณ 3%-6%
5.ค่าความเสียหาย หรือ การเสื่อมสภาพ 1%-2%
6.ความล้าสมัย 3%-5%
7.ค่าประกัน 0.5%-1.5%
8.วัสดุที่เกินจากค่า Max หรือ เป็น Dead Stock ควรทำอย่างไร ? เพราะอะไร ?
Copyright © 2014 All rights reserved.
การออกแบบ Warehouse
การออกแบบ Warehouse สำหรับการจัดเก็บอะไหล่.
1.ชนิดของวัสดุที่ใช้จัดเก็บ.
ให้ดูในเรื่องของ Warehousing ในเรื่องการจัดประเภท.
2.เลือกชนิดของชั้นวางให้เหมาะกับวัสดุแต่ละประเภท.
2.1 High Density Binning
2.2 Shelving
2.3 Carton Live Storage
3.รูปแบบการจัดวางของชั้นวาง ให้พิจารณาเรื่อง
ทิศทางการเคลื่อนไหวของวัสดุ(Flow) ความสามารถในการเข้าถึงอะไหล่(Accessibility) พื้นที่จัดเก็บ (Space) ปริมาณงานที่ทำในช่วงเวลาหนึ่ง(Throughput).
มีหลายคลังสินค้าที่ไม่ได้คำนึงถึงการไหลของวัสดุส่ง โดยเฉพาะเมื่อมีการไหลของวัสดุจำนวนมากจะเห็นได้ชัดว่ามีปัญหา และยากในการแก้ไขเพราะเป็นเรื่องของโครงสร้างอาคารและชั้นที่ได้รับการติดตั้งแล้ว ผลกระทบจากการไหลของวัสดุมีดังนี้
1.ความเร็วในการทำงาน.
2.ความปลอดภัย.
3.เกิดความสับสนในการทำงาน.
การจัดชั้นวางวัสดุตามหลักการใหลของวัสดุ
I Shaped Flow

อีกหนึ่งรูปแบบสำหรับ I Shaped Flow

U Shaped Flow
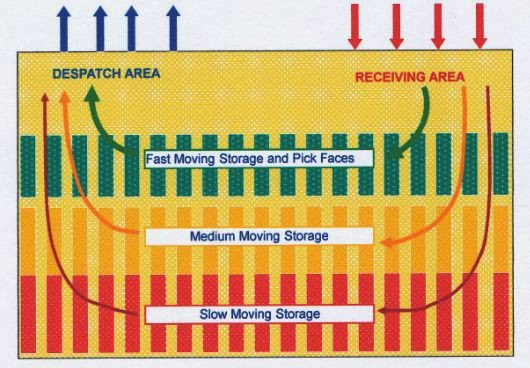
Combination or Complex Flows ผสมกันระหว่าง I และ U Shaped Flow
4.การกำหนดรหัสการจัดเก็บ.
x.xx.xx.xx.x
x พื้นที่การจัดเก็บ (Location Area) สำหรับโรงงานที่มีการอาคารจัดเก็บมากกว่า 1.
xx รหัสของชั้นว่าง หรือ ช่องทางระหว่างแถว (Aisle reference)

xx รหัสของแถว
xx รหัสของคอลัมน์
x รหัสย่อยของแถว

หมายเลขที่กำกับตามรูปเป็นเลขคี่หรือเรียงลำดับตามหมายเลขหรือเปลียนเป็นตัวอักษรก็ได้ ให้ดูเรื่อง Pick Tail.
ข้อสังเกตุ
ในส่วนของรหัสพื้นที่กับรหัสชั้นวางนั้นให้กำหนดเป็นตัวเลขเพราะเมื่อจัดเรียงในระบบคอมพิวเตอร์จะเรียงลำดับได้ถูกต้อง ซึ่งจะถูกนำไปใช้ในเรื่องการนับสินค้าคงคลังประจำปี
Copyright © 2014 All rights reserved.
1.ชนิดของวัสดุที่ใช้จัดเก็บ.
ให้ดูในเรื่องของ Warehousing ในเรื่องการจัดประเภท.
2.เลือกชนิดของชั้นวางให้เหมาะกับวัสดุแต่ละประเภท.
2.1 High Density Binning
2.2 Shelving
2.3 Carton Live Storage
3.รูปแบบการจัดวางของชั้นวาง ให้พิจารณาเรื่อง
ทิศทางการเคลื่อนไหวของวัสดุ(Flow) ความสามารถในการเข้าถึงอะไหล่(Accessibility) พื้นที่จัดเก็บ (Space) ปริมาณงานที่ทำในช่วงเวลาหนึ่ง(Throughput).
มีหลายคลังสินค้าที่ไม่ได้คำนึงถึงการไหลของวัสดุส่ง โดยเฉพาะเมื่อมีการไหลของวัสดุจำนวนมากจะเห็นได้ชัดว่ามีปัญหา และยากในการแก้ไขเพราะเป็นเรื่องของโครงสร้างอาคารและชั้นที่ได้รับการติดตั้งแล้ว ผลกระทบจากการไหลของวัสดุมีดังนี้
1.ความเร็วในการทำงาน.
2.ความปลอดภัย.
3.เกิดความสับสนในการทำงาน.
การจัดชั้นวางวัสดุตามหลักการใหลของวัสดุ
I Shaped Flow
อีกหนึ่งรูปแบบสำหรับ I Shaped Flow
U Shaped Flow
Combination or Complex Flows ผสมกันระหว่าง I และ U Shaped Flow
4.การกำหนดรหัสการจัดเก็บ.
x.xx.xx.xx.x
x พื้นที่การจัดเก็บ (Location Area) สำหรับโรงงานที่มีการอาคารจัดเก็บมากกว่า 1.
xx รหัสของชั้นว่าง หรือ ช่องทางระหว่างแถว (Aisle reference)
xx รหัสของแถว
xx รหัสของคอลัมน์
x รหัสย่อยของแถว
หมายเลขที่กำกับตามรูปเป็นเลขคี่หรือเรียงลำดับตามหมายเลขหรือเปลียนเป็นตัวอักษรก็ได้ ให้ดูเรื่อง Pick Tail.
ข้อสังเกตุ
ในส่วนของรหัสพื้นที่กับรหัสชั้นวางนั้นให้กำหนดเป็นตัวเลขเพราะเมื่อจัดเรียงในระบบคอมพิวเตอร์จะเรียงลำดับได้ถูกต้อง ซึ่งจะถูกนำไปใช้ในเรื่องการนับสินค้าคงคลังประจำปี
Copyright © 2014 All rights reserved.
วันจันทร์ที่ 17 กุมภาพันธ์ พ.ศ. 2557
Warehousing
นิยามคลังสินค้า เป็นการบริหารพื้นที่ให้เกิดประสิทธิภาพสูงสุดและดูแลวัสดุในคลังให้อยู่ในสภาพพร้อมใช้.
วัตถุประสงค์คลังสินค้า
เพื่อให้กิจกรรมของฝ่ายซ่อมบำรุงไม่ได้รับผลกระทำอันเนื่องมากจากความไม่แน่นอนของอุปส่งและอุปทาน.
ความรับผิดชอบคลังสินค้า
1. ดูแลคลังสินค้า ครอบคลุมถึงโครงสร้างทั้งหมดของคลังสินค้าไม่ว่าจะเป็น แสงสว่างภายใน สภาพแวดล้อม ความปลอดภัย มลภาวะ อุปกรณ์และเครื่องมือที่ใช้ในการดำเนินงาน.
2.ดูแลวัสดุ การดูแลรักษาวัสดุคงคลังให้อยู่ในสภาพพร้อมใช้ ซึ่งถือเป็นหัวใจสำคัญของการจัดเก็บ เพราะหากฝ่ายซ่อมบำรุงนำวัสดุไปใช้แล้วปรากฏว่าใช้ไม่ได้จะทำให้มีค่าใช้จ่ายที่เพิ่มขึ้นโดยไม่จำเป็น ซึ่งปัญหาหลักๆที่ทำให้วัสดุเสียหายมีดังต่อไปนี้
2.1 ความชื้น ความชื้นนั้นจะมีผลกระทบกับพวกอุปกรณ์อิเล็กทรอนิค โดยเฉพาะ PCB Print Cercuit Board ซึ่งจะทำให้วงจรเกิดการเสียหายได้.
 2.2 การสึกกร่อน Corrosive เนื่องจากวัสดุซ่อมบำรุงนั้นจะมีวัสดุที่เป็นเหล็กจำนวนมาก จึงเกิดสนิมได้ง่ายหากขาดการดูแลรักษาที่ดี.
2.2 การสึกกร่อน Corrosive เนื่องจากวัสดุซ่อมบำรุงนั้นจะมีวัสดุที่เป็นเหล็กจำนวนมาก จึงเกิดสนิมได้ง่ายหากขาดการดูแลรักษาที่ดี.
 2.3 การเสียรูป นั้นเกิดจาการจัดเก็บที่ไม่เหมาะสมมีการซ้อนทับกันของวัสดุร่วมถึงการเคลื่อนย้ายที่ไม่ถูกต้อง ขาดความระมัดระหวัง.
2.3 การเสียรูป นั้นเกิดจาการจัดเก็บที่ไม่เหมาะสมมีการซ้อนทับกันของวัสดุร่วมถึงการเคลื่อนย้ายที่ไม่ถูกต้อง ขาดความระมัดระหวัง.

2.4 การขีดข่วน หรือฉีกขาด เกิดจากการเก็บวัสดุรวมกันลงใน Part Bin เดียวกัน ร่วมถึงการเคลื่อนย้ายที่ไม่ถูกต้อง ขาดความระมัดระวัง.
 2.5 วัสดุหมดอายุ โดยมากมักเกิดกับวัสดุที่เป็นเคมีหรือมีส่วนผสมของเคมี
2.5 วัสดุหมดอายุ โดยมากมักเกิดกับวัสดุที่เป็นเคมีหรือมีส่วนผสมของเคมี
ข้อสังเกต ทั้งหมดเป็นเพียงวัสดุที่สามารถเห็นได้ด้วยสายตาแต่จะมีวัสดุอีกจำนวนหนึ่งที่มองไม่เห็นจากภายนอก โดยมากคุณสมบัติของวัสดุประเภทนี้จะเสือมลง ให้ศึกษาจากคู่มือการจัดเก็บของวัสดุนั้นๆหากมีการจัดเก็บที่เหมาะสมก็สามารถยืดอายุให้นานขึ้น สามารถสังเกตุจากการเบิกวัสดุชิ้นนั้นมีความถี่สูงมากและนำไปเปลี่ยนในเครื่องจักรเดียวกัน จากประสบการณ์โดยมากจะเป็น Bearing Oring Belt ที่มีการเคลื่อนไหวช้า.
3 ป้องกันการสูญหายวัสดุ คลังสินค้านั้นมีทรัพย์สินที่มีมูลค่าเป็นจำนวนมาก อะไหล่บางรายการมีขนาดเล็กง่ายในการสูญหาย จึงจำเป็นต้องป้องกันด้วยการติดตั้งกล้องวงจรปิด ควบคุมการเข้าออก.
ข้อสังเกต โดยทั่วไปแล้วไม่อนุญาติให้บุคคลภายนอกเข้าภายในคลังสินค้าแต่อลุ่มอล่วยให้ได้สามกรณีทั้งนี้ต้องได้รับอนุญาตจากเจ้าหน้าที่คลังสินค้าที่มีอำนาจและต้องให้เจ้าหน้าที่จัดพนักงานของคลังสินค้าดูอย่างใกล้ชิด
1.กรณีที่พนักงานคลังสินค้ามีคนไม่เพียงพอต่อการดำเนินกิจกรรมภายใน.
2.การซ่อมบำรุงอาคารที่ไม่ใช้พนักงานคลังสินค้า.
3.ฝ่ายซ่อมบำรุงต้องการดูอะไหล่แต่เนื่องจากวัสดุมีขนาดใหญ่ยากแก่การขนย้าย.
4.การจัดเก็บ
การจัดเก็บวัสดุในคลังสินค้านั้นเป็นเรื่องที่สำคัญมากและหากจัดเก็บไม่ดีอาจส่งผลกระทบกับกิจกรรมฝ่ายซ่อมบำรุง ความปลอดภัย ความเร็วในการบริการ ตรวจนับสินค้าคงคลัง
การเก็บนั้นให้แบ่งประเภทดังนี้
4.1 น้ำหนัก
วัสดุที่มีน้ำหนักมากให้จัดวางบนพื้นไม่ควรไว้บนที่สูงเพราะยากแก่การเคลื่อนย้าย และอาจไม่ปลอดภัย.
4.2 ขนาด
ให้จัดแบ่งขนาดของวัสดุเพื่อให้ง่ายในการจัดเก็บและเป็นระเบียบ.
4.3 ความถี่
วัสดุที่มีความถีในการเบิกใช้มากให้นำมาว่างไว้ใกล้ๆ เพื่อสะดวกในการเบิกจ่าย จัดเก็บ.
4.4 ราคา
วัสดุที่มีราคาแพงควรทำให้ยากในการเข้าถึง ซึ่งมีหลายวิธีคือ มีตู้หรือห้องสำหรับจัดเก็บวัสดุประเภทนี้โดยเฉพาะ หรือวางไว้ที่สูงต้องใช้รถยกเท่านั้นจึงจะใช้ได้
5.5 ชนิดของอะไหล่
อะไหล่ชนิดเดียวกันส่วนใหญ่มีความใกล้เคียงกันในเรื่องขนาด ราคา น้ำหนัก เช่น Oring Bearing เป็นต้น
ข้อสังเกต ในการจัดวางนั้นขั้นแรกให้พิจารณาถึงความต้องการพิเศษเช่นการเก็บภายใต้อุณหภูมิ แสงสว่าง เป็นต้น หลังจากนั้นให้พิจารณาเรื่อง ชนิดอะไหล่ น้ำหนัก ความถี่ ขนาด.
5.ความถูกต้องแม่นยำของข้อมูล
ความถูกต้องแม่นยำของข้อมูลเป็นหนึ่งในความสำคัญของคลังสินค้า ซึ่งข้อมูลเหล่านี้จะช่วยในการวิเคราะห์ปริมาณการจัดเก็บ การซ่อมบำรุง การต่อรองขอฝ่ายจัดซื้อ และอื่นอีกมากๆ
1.จำนวนของวัสดุในระบบกับจำนวนจริงต้องตรงกัน และ
2.ข้อมูลการเคลื่อนใหวของวัสดุทั้งการรับวัสดุเข้าคลังสินค้า การจัดเก็บ และการย้ายการจัดเก็บ และการเบิกจ่ายต้องสอดคล้องกับความเป็นจริงและต้องทำทันที่ที่มีการเคลื่อนใหว.
ทั้งหมดเป็นความรับผิดชอบหลักของคลังสินค้าที่เป็นเพียงหลักการ ในส่วนของการปฏิบัติให้เป็นจริงนั้นให้หาอ่านได้จากบทต่างๆ
Copyright © 2014 All rights reserved.
วัตถุประสงค์คลังสินค้า
เพื่อให้กิจกรรมของฝ่ายซ่อมบำรุงไม่ได้รับผลกระทำอันเนื่องมากจากความไม่แน่นอนของอุปส่งและอุปทาน.
ความรับผิดชอบคลังสินค้า
1. ดูแลคลังสินค้า ครอบคลุมถึงโครงสร้างทั้งหมดของคลังสินค้าไม่ว่าจะเป็น แสงสว่างภายใน สภาพแวดล้อม ความปลอดภัย มลภาวะ อุปกรณ์และเครื่องมือที่ใช้ในการดำเนินงาน.
2.ดูแลวัสดุ การดูแลรักษาวัสดุคงคลังให้อยู่ในสภาพพร้อมใช้ ซึ่งถือเป็นหัวใจสำคัญของการจัดเก็บ เพราะหากฝ่ายซ่อมบำรุงนำวัสดุไปใช้แล้วปรากฏว่าใช้ไม่ได้จะทำให้มีค่าใช้จ่ายที่เพิ่มขึ้นโดยไม่จำเป็น ซึ่งปัญหาหลักๆที่ทำให้วัสดุเสียหายมีดังต่อไปนี้
2.1 ความชื้น ความชื้นนั้นจะมีผลกระทบกับพวกอุปกรณ์อิเล็กทรอนิค โดยเฉพาะ PCB Print Cercuit Board ซึ่งจะทำให้วงจรเกิดการเสียหายได้.
2.4 การขีดข่วน หรือฉีกขาด เกิดจากการเก็บวัสดุรวมกันลงใน Part Bin เดียวกัน ร่วมถึงการเคลื่อนย้ายที่ไม่ถูกต้อง ขาดความระมัดระวัง.
ข้อสังเกต ทั้งหมดเป็นเพียงวัสดุที่สามารถเห็นได้ด้วยสายตาแต่จะมีวัสดุอีกจำนวนหนึ่งที่มองไม่เห็นจากภายนอก โดยมากคุณสมบัติของวัสดุประเภทนี้จะเสือมลง ให้ศึกษาจากคู่มือการจัดเก็บของวัสดุนั้นๆหากมีการจัดเก็บที่เหมาะสมก็สามารถยืดอายุให้นานขึ้น สามารถสังเกตุจากการเบิกวัสดุชิ้นนั้นมีความถี่สูงมากและนำไปเปลี่ยนในเครื่องจักรเดียวกัน จากประสบการณ์โดยมากจะเป็น Bearing Oring Belt ที่มีการเคลื่อนไหวช้า.
3 ป้องกันการสูญหายวัสดุ คลังสินค้านั้นมีทรัพย์สินที่มีมูลค่าเป็นจำนวนมาก อะไหล่บางรายการมีขนาดเล็กง่ายในการสูญหาย จึงจำเป็นต้องป้องกันด้วยการติดตั้งกล้องวงจรปิด ควบคุมการเข้าออก.
ข้อสังเกต โดยทั่วไปแล้วไม่อนุญาติให้บุคคลภายนอกเข้าภายในคลังสินค้าแต่อลุ่มอล่วยให้ได้สามกรณีทั้งนี้ต้องได้รับอนุญาตจากเจ้าหน้าที่คลังสินค้าที่มีอำนาจและต้องให้เจ้าหน้าที่จัดพนักงานของคลังสินค้าดูอย่างใกล้ชิด
1.กรณีที่พนักงานคลังสินค้ามีคนไม่เพียงพอต่อการดำเนินกิจกรรมภายใน.
2.การซ่อมบำรุงอาคารที่ไม่ใช้พนักงานคลังสินค้า.
3.ฝ่ายซ่อมบำรุงต้องการดูอะไหล่แต่เนื่องจากวัสดุมีขนาดใหญ่ยากแก่การขนย้าย.
4.การจัดเก็บ
การจัดเก็บวัสดุในคลังสินค้านั้นเป็นเรื่องที่สำคัญมากและหากจัดเก็บไม่ดีอาจส่งผลกระทบกับกิจกรรมฝ่ายซ่อมบำรุง ความปลอดภัย ความเร็วในการบริการ ตรวจนับสินค้าคงคลัง
การเก็บนั้นให้แบ่งประเภทดังนี้
4.1 น้ำหนัก
วัสดุที่มีน้ำหนักมากให้จัดวางบนพื้นไม่ควรไว้บนที่สูงเพราะยากแก่การเคลื่อนย้าย และอาจไม่ปลอดภัย.
4.2 ขนาด
ให้จัดแบ่งขนาดของวัสดุเพื่อให้ง่ายในการจัดเก็บและเป็นระเบียบ.
4.3 ความถี่
วัสดุที่มีความถีในการเบิกใช้มากให้นำมาว่างไว้ใกล้ๆ เพื่อสะดวกในการเบิกจ่าย จัดเก็บ.
4.4 ราคา
วัสดุที่มีราคาแพงควรทำให้ยากในการเข้าถึง ซึ่งมีหลายวิธีคือ มีตู้หรือห้องสำหรับจัดเก็บวัสดุประเภทนี้โดยเฉพาะ หรือวางไว้ที่สูงต้องใช้รถยกเท่านั้นจึงจะใช้ได้
5.5 ชนิดของอะไหล่
อะไหล่ชนิดเดียวกันส่วนใหญ่มีความใกล้เคียงกันในเรื่องขนาด ราคา น้ำหนัก เช่น Oring Bearing เป็นต้น
ข้อสังเกต ในการจัดวางนั้นขั้นแรกให้พิจารณาถึงความต้องการพิเศษเช่นการเก็บภายใต้อุณหภูมิ แสงสว่าง เป็นต้น หลังจากนั้นให้พิจารณาเรื่อง ชนิดอะไหล่ น้ำหนัก ความถี่ ขนาด.
5.ความถูกต้องแม่นยำของข้อมูล
ความถูกต้องแม่นยำของข้อมูลเป็นหนึ่งในความสำคัญของคลังสินค้า ซึ่งข้อมูลเหล่านี้จะช่วยในการวิเคราะห์ปริมาณการจัดเก็บ การซ่อมบำรุง การต่อรองขอฝ่ายจัดซื้อ และอื่นอีกมากๆ
1.จำนวนของวัสดุในระบบกับจำนวนจริงต้องตรงกัน และ
2.ข้อมูลการเคลื่อนใหวของวัสดุทั้งการรับวัสดุเข้าคลังสินค้า การจัดเก็บ และการย้ายการจัดเก็บ และการเบิกจ่ายต้องสอดคล้องกับความเป็นจริงและต้องทำทันที่ที่มีการเคลื่อนใหว.
ทั้งหมดเป็นความรับผิดชอบหลักของคลังสินค้าที่เป็นเพียงหลักการ ในส่วนของการปฏิบัติให้เป็นจริงนั้นให้หาอ่านได้จากบทต่างๆ
Copyright © 2014 All rights reserved.
วันอังคารที่ 11 กุมภาพันธ์ พ.ศ. 2557
Material Code and Data Cleansing
Material Code and Description
การกำหนดรหัสให้กับวัสดุถือเป็นหนึ่งในเรื่องสำคัญของการบริหารจัดการวัสดุให้มีประสิทธิภาพทั้งระบบและถือเป็นหัวใจของการบริหารจัดการคลังวัสดุ การกำหนดรหัสให้กับวัสดุนั้นก็เหมือนกับการกำหนดหมายเลขทะเบียนของรถยนต์ที่เมื่อทราบหมายเลขแล้วก็สามารถหาลายละเอียดอื่นได้ เช่น ยี่ห้อรถ,สี,หมายเลขเครื่องยนต์,ผู้ครอบครองเป็นต้น.ในการกำหนดรหัสนั้นแบ่งออกเป็น สามแบบ
1.การกำหนดรหัสแบบที่ไม่มีความหมาย คือ กำหนดรหัสต่อไปไปเรื่อยๆหรือแบบสุ่ม ในส่วนของตัวเลขนั้นไม่มีความหมายหรือมีก็เป็นเพียงจำนวนที่อยู่ในคลังวัสดุ เช่น 1001,1002,1003...
การกำหนดรหัสแบบนี้นั้นไม่ยุ่งยาก สามารถกำหนดได้ทันที แต่ในขณะเดียวกันการกำหนดด้วยวิธีแบบนี้ไม่เหมาะสำหรับคลังวัสดุที่มีปริมาณวัสดุมาก.
2.การกำหนดรหัสแบบมีความหมาย คือ การกำหนดให้ตัวเลขทุกตัวมีความหมาย รายละเอียดและวิธีการจะกล่าวถึงในหัวข้อถัดไป ในการกำหนดรหัสแบบนี้นั้นค่อนข้างยุ่งยากแต่ในขณะเดียวกันก็มีประสิทธิภาพในการบริหารคลังสินค้าเป็นอย่างมาก เหมาะสำหรับคลังสินค้าที่มีจำนวนมาก.
3.การผสมกันระหว่างทั้งสองแบบ เป็นการร่วมเอาขอดีของทั้งสองมาไว้ด้วยกัน วิธีนี้เหมาะกับคลังวัสดุที่มีขนาดใหญ่มากเป็นพิเศษ เช่นโรงงานผลิตที่มีหลายโรงงานแต่ต้องการร่วมคลังวัสดุเป็นคลังเดียวกันเพื่อให้เกิดประสิทธิภาพสูงสุด.
*หลายบริษัทที่เมื่อเริ่มใช้วิธี การกำหนดรหัสแบบที่ไม่มีความหมาย แต่เมื่อดำเนินการมาเป็นระยะเวลาหนึ่งบริษัทมีการเจริญเติมโตมากขึ้นจำนวนอะใหล่ก็มีบริมาณมากขึ้นและมักจะมีปัญหาเรื่องของความซ้ำกันของรหัสจำนวนมาก คือมีของที่เหมือนกันแต่มีรหัสมากกว่าหนึ่ง ซึ่งจะส่งผลทั้งกับปริมาณมูลค่าคลังสินค้าที่เพิ่มขึ้น การจัดเก็บ การเบิกจ่าย จำนวนจริงของวัสดุไม่ตรงกับระบบ การวิเคราะห์วัสดุคลังสินค้า
ในส่วนของการกำหนดรหัสแบบมีความหมายนั้นความจริงก็มีการซ้ำกันของรหัสเพียงแต่มีจำนวนน้อยกว่ามากเมื่อเทียบเป็นเปอร์เซ็นแล้วเนื่องจากมีข้อกำหนดที่ชัดเชนและสามารถตรวจสอบได้โดยงานส่วนสาเหตุที่ทำให้เกิดการซ้ำกันของหมายเลขนั้นจะกล่าวในภายหลัง.
การกำหนดรหัสแบบมีความหมาย.
การกำหนดรหัสแบบมีความหมายนั้นเจ้าหน้าที่คลังสินค้านั้นสามารถกำหนดขึ้นมาเองได้ จะมีกี่ตำแหน่งก็ได้แล้วแต่ความเหมาะสม โดยให้ตัวอักษรหรือตัวเลขแต่ละตัวนั้นมีความหมายที่ชัดเจนและครอบคุมอะไหล่ทั้งหมดที่อยู่ในปัจจุบันและที่อาจมีขึ้นในอนาคตและจัดทำเป็นมาตฐานของบริษัทนั้นๆ ตัวอย่าง PUMP ด้านล่างเป็นของบริษัท NIKISO

การกำหนดรหัสนั้นส่วนหนึ่งต้องดูโปแกรม ERP ที่ท่านใช้ด้วยหากเป็น SAP ก็ไม่สามารถกำหนดเป็นตัวอักษรได้ต้องใช้ตัวเลขเพียงอย่างเดียว ในที่นี้ผู้เขียนขอแนะนำ MESC (MATERIAL AND EQUIPMENT STANDARDS AND CODE) เป็นมาตฐานของ SHELL ซึงเป็นที่นิยมใช้ในอุตสาหกรรม OIL and GAS ทั้งในและต่างประเทศนั้น.
MESC (MATERIAL AND EQUIPMENT STANDARDS AND CODE).
MESC ถูกกำนดขึ้นมาเมือปี 1932 ใช้ในกิจการภายในของ SHELL ภายหลังจึงขาย licensed ให้กับบริษัทที่ต้องการซื้อไปใช้ , MESC นั้นจะมีทั้งหมด 10 ตำแหน่ง xx.xx.xx.xxx.x
โดย xx สองตัวแรกนั้นจะเป็น Main Group.
xx ที่สามและสีนั้นจะเป็น Sub-Group.
xx ที่ห้าและหกนั้นจะเป็น Sub-Sub-Group.
xx ที่เจ็ดถึงเก้านั้นจะเป็น จะเป็นรายละเอียดสำหรับการซื้อ.
x ที่สิบนั้นจะเป็น จะมีสองเลขหมายด้วยกันคือ 1 และ 9 โดยหมายเลข 1 จะเป็นการนำเข้าจากต่างประเทศ หมายเลข 9 จะเป็นการซื้อจากภายในประเทศ.
นอกจาก MESC แล้วยังมีรหัสอื่นๆที่ดัดแปลงมาจาก MESC ตัวอย่างด้านล่าง
x.xxx.xxx.xxx
โดย x ตัวแรกนั้นจะเป็น นำเข้า หรือ ซื้อจากภายใน.
xxx ที่สองถึงสี่นั้นจะเป็น ชนิดของเครื่องจักร รวมถึงรุ่นของเครื่องจักร.
xxx ที่ห้าและเจ็ดนั้นจะเป็น ระดับของ อะไหล่.
xxx ที่แปดถึงสิบนั้นจะเป็น ลักษณะทางกายภาพหรือคุณลักษณะพิเศษ ขนาด รูปร่าง รวมถึงรหัสของอะไหล่.
จากตัวอย่างทั้งสองเจ้าหน้าที่คลังสินค้าสามารถนำมาดัดแปลงได้ตามความเหมาะสมกับธุรกิจเพื่อให้เกิดประโยชน์สูงสุด
ตัวอย่างด้านล่างเป็น MESC 6 หลัก

Material Description.
ก่อนที่จะเข้าสู่หัวข้อนี้ขอทำความเข้าใจกับผู้อ่านก่อนว่าการกำหนดรายละเอียดให้กํบวัสดุนั้นมุ่งเน้นเพื่อตอบช่วยในการจัดซื้อเป็นหลักเพราะโดยทั่วไปแล้ววัสดุชนิดเดียวอาจมีชื่อด้วยกันสามชื่อคือ
1.ชื่อทางการค้า Tradition Name.
2.ชื่อภาษาอังกฤษ English Name.
3.ชื่อที่ช่างใช้เรียกจนติดปาก Technician Name.
เพราะฉะนั้นการกำหนดชื่อจึงมุงเน้นที่ชื้อทางการค้าเป็นหลัก
การกำหนดชื่อนั้นให้ดูจากตัวอย่างด้านล่าง

ในการกำหนดชื่อควรให้ชื่อแรกเป็นชื่อหลัก (Main Name) หลังจากนั้นให้ตามด้วยชื่อที่ขยายชื่อหลักและตามด้วยส่วนขยายย่อยลงไปอีก.
ในระบบ SAP และ ERP ทั่วไปนั้นจะมีการจำกัดจำนวนตัวอักษรเพื่อการบริหารข้อมูลอย่างมีประสิทธิภาพ
โดยส่วนใหญ่ก็จะเป็น 40 ตัวอักษร ซึ่งอาจมีปัญหากับอะไหล่บางประเภทที่มีความยาวมาก 40 ตัวอักษรนั้นไม่สามารถบรรจุขอมูลอะไหล่นั้นๆได้หมด หนึ่งในเทคนิคที่ใช้กันคือใช้ตัวย่อที่เป็นที่รู้จักกันโดยทั่วไป หรือหากมีความจำเป็นก็จัดทำตัวย่อเพื่อใช้ภายในองค์กร มีขอพึ่งระวังข้อหนึงคือชื่อแรกไม่ควรเป็นชือย่อยกเว้นชื่อย่อนั้นเป็นที่รู้กันโดยทั่วไป.
เพื่อให้เข้าใจยิ่งขึ้นในการกำหนด Material Description.
BALL BEARING SKF 7220G
Descripition 100 mm,3.937 in180 mm,7.0866 in
0 mm,0 in
34 mm,1.3386 in
7220G
BALL BEARING
SINGLE ROW, CONRAD,
SHIELD AND GROOVE
Brand : SKF
เขียนใหม่เป็น
BEARING,BALL,SKF#7220G.
ชื่อที่เป็นชื่อหลักคือ BEARING ชื่อรองที่เป็นส่วนขยายคือ BALL สวนที่เหลือจะเป็นส่วนขยายย่อยลงมา
ดูอีกหนึงตัวอย่างด้านล่าง
2P 10A MCB, Breaking Capacity 10kA, DIN Rail Mount, Type C Tripping Characteristics

RS Stock No.
132-071
Brand
ABB
Mfr. Part No.
2CDS272001R0104 - S202MC10
เขียนใหม่เป็น MCB,2P,10A,10KA,Type C,ABB
จากตัวอย่างจะเห็นว่าการทำรายการอะไหล่นั้นผู้จัดทำ ควรมีความรู้ทางวิศวกรรมหรือมีพื้นฐานความรู้ในอะไหล่นั้นๆ จากประสบการณ์ของผู้เขียนนั้นการทำรายการอะใหล่ 40 ตัวอักษรนั้นส่วนใหญ่เพียงพอสำหรับการจัดซื้อ แต่ก็มีอะไหล่บางส่วนที่มีข้อมูลเป็นจำนวนมาก 40 ตัวอักษร โดยเฉพาะอุปกรณ์ตรวจวัด(Instrument Parts) ดังนั้นเพื่อให้ข้อมูลมีความครบถ้วนก็ควรทำ Material Catalog เพิ่มเติมเพื่อเป็นศูนย์กลางข้อมูลอะไหล่ที่ใช้ร่วมกันทั้งสามฝ่าย จัดซื้อ คลังสินค้า ฝ่ายซ่อมบำรุง.
ตัวอย่างที่สมบูรณ์ MESC และ Description.

Copyright © 2014 All rights reserved.
วันพฤหัสบดีที่ 6 กุมภาพันธ์ พ.ศ. 2557
Inventory Category
การจัดแบ่งประเถทของวัสดุในคลังวัสดุนั้นมีความจำเป็นมากเพราะเป็นส่วนหนึ่งของการวิเคราะห์การจัดแบ่งประเถทวัสดุจะจัดแบ่งตามระบบบัญชีและความสำคัญกับการผลิตร่วมถึงการว่างแผนการซ่อมบำรุงและการติดตั้งเครื่องจักร.
1.อะไหล่เตรียมพร้อมสำหรับการซ่อมบำรุง
1.1 อะไหล่เตรียมพร้อมสำหรับงาน ซ่อมบำรุงในแต่ละวัน งาน Corrective Action ซึงโดยส่วนใหญ่แล้วเป็นอะไหล่ที่มีความเคลื่อนไหวช้า.
1.2.อะไหล่ประกันเตรียมพร้อม(insurance item) เป็นอะไหล่ที่แทบจะไม่มีการเบิกใช้เลยแต่จำเป็นต้องมีเนื่องจากมีความสำคัญมาก ใน VED Analysis นั้นจะอยู่ในกลุ่ม V(Vital) นั้นเอง ซึ่งอะใหล่ในกลุ่มนี้จะต้องทำแผนการตรวจสอบเพื่อให้มั้นใจว่าอยู่ในสภาพพร้อมใช้งาน.
อะไหล่ในหัวข้อนี้ บริหารจัดการโดยคลังวัสดุทั้งการสั่งซื้อจัดเก็บเบิกจ่ายและการตรวจนับประจำปี ร่วมถึงการดูแลรักษาให้อยู่ในสภาพพร้อมใช้.
2.อะไหล่ที่สามารถวางแผ่นได้ล่วงหน้า เช่น
2.1 Project Material คือ อุปกรณ์หรือวัสดุที่ต้องการจัดเก็บเป็นพิเศษสำหรับงาน Project ใหญ่
ซึ่งลักษณะความต้องการวัสดุของงานประเภทนี้เป็นลักษณะของการใช้งานเพียงครั้งเดียว .
2.2 Minor Project and Planned Maintenance วัสดุและอะไหล่ทั่วไปสำหรับงานซ่อมบำรุงใหญ่ หรือการว่างแผนการซ่อมบำรุงที่มีการใช้วัสดุและอะไหล่จำนวนมาก.
อะไหล่ประเภทนี้ทางคลังวัสดุจะทราบถึงความต้องการล่วงหน้าดังนั้นจะไม่มีการสั่งมาเก็บไว้ในครั้งโดยปกติแต่จะสั่งเป็นครั้งๆไปตามแผนการผลิต ในแง่ของการส่งมอบสิ้นค้าจะให้ Vendor หรือ Supplier ส่งก่อนล่วงหน้า 1 อาทิตย์ตามแผนการผลิตหรืออาจมากว่านี้ขึ้นอยู่กับความเหมาะสม.
3.Direct Charge Materials
ในแง่ของความเป็นจริงทางคลังวัสดุนั้นไม่สามารถเก็บวัสดุทุกชิ้นได้ที่มีการใช้อยู่ในโรงงานได้หากดูจากตาราง STOCK CRITERIA MATRIX จะเห็นว่ามีอะไหล่ที่ไม่จำเป็นต้องเก็บไว้ในคลังวัสดุตามเหตุผลตามตาราง ดังนั้นจึงต้องใช้วิธีการซื้อแบบ Direct Charge เป็นครั้งๆไปตามความต้องการของฝ่ายซ่อมบำรุง ทางบัญชีจะมีมูลค่าเป็น 0 ซึ่งจะต่างกับ อะไหล่เตรียมพร้อมสำหรับการซ่อมบำรุง ในข้อ 1 ที่ยังมีมูลค่าทางบัญชีอยู่.
4.Surplus คือวัสดุหรืออะไหล่ที่เหลือจาก Project Material และอะไหล่ที่ไม่มีการจ่ายออกเป็นเวลามากว่า 4 ปีหรือตามนโยบายบริษัท(Dead Stock) ร่วมถึงอะไหล่ที่ไม่สามารถใช้งานได้เช่นหมดอายุ.
Copyright © 2014 All rights reserved.
1.อะไหล่เตรียมพร้อมสำหรับการซ่อมบำรุง
1.1 อะไหล่เตรียมพร้อมสำหรับงาน ซ่อมบำรุงในแต่ละวัน งาน Corrective Action ซึงโดยส่วนใหญ่แล้วเป็นอะไหล่ที่มีความเคลื่อนไหวช้า.
1.2.อะไหล่ประกันเตรียมพร้อม(insurance item) เป็นอะไหล่ที่แทบจะไม่มีการเบิกใช้เลยแต่จำเป็นต้องมีเนื่องจากมีความสำคัญมาก ใน VED Analysis นั้นจะอยู่ในกลุ่ม V(Vital) นั้นเอง ซึ่งอะใหล่ในกลุ่มนี้จะต้องทำแผนการตรวจสอบเพื่อให้มั้นใจว่าอยู่ในสภาพพร้อมใช้งาน.
อะไหล่ในหัวข้อนี้ บริหารจัดการโดยคลังวัสดุทั้งการสั่งซื้อจัดเก็บเบิกจ่ายและการตรวจนับประจำปี ร่วมถึงการดูแลรักษาให้อยู่ในสภาพพร้อมใช้.
2.อะไหล่ที่สามารถวางแผ่นได้ล่วงหน้า เช่น
2.1 Project Material คือ อุปกรณ์หรือวัสดุที่ต้องการจัดเก็บเป็นพิเศษสำหรับงาน Project ใหญ่
ซึ่งลักษณะความต้องการวัสดุของงานประเภทนี้เป็นลักษณะของการใช้งานเพียงครั้งเดียว .
2.2 Minor Project and Planned Maintenance วัสดุและอะไหล่ทั่วไปสำหรับงานซ่อมบำรุงใหญ่ หรือการว่างแผนการซ่อมบำรุงที่มีการใช้วัสดุและอะไหล่จำนวนมาก.
อะไหล่ประเภทนี้ทางคลังวัสดุจะทราบถึงความต้องการล่วงหน้าดังนั้นจะไม่มีการสั่งมาเก็บไว้ในครั้งโดยปกติแต่จะสั่งเป็นครั้งๆไปตามแผนการผลิต ในแง่ของการส่งมอบสิ้นค้าจะให้ Vendor หรือ Supplier ส่งก่อนล่วงหน้า 1 อาทิตย์ตามแผนการผลิตหรืออาจมากว่านี้ขึ้นอยู่กับความเหมาะสม.
3.Direct Charge Materials
ในแง่ของความเป็นจริงทางคลังวัสดุนั้นไม่สามารถเก็บวัสดุทุกชิ้นได้ที่มีการใช้อยู่ในโรงงานได้หากดูจากตาราง STOCK CRITERIA MATRIX จะเห็นว่ามีอะไหล่ที่ไม่จำเป็นต้องเก็บไว้ในคลังวัสดุตามเหตุผลตามตาราง ดังนั้นจึงต้องใช้วิธีการซื้อแบบ Direct Charge เป็นครั้งๆไปตามความต้องการของฝ่ายซ่อมบำรุง ทางบัญชีจะมีมูลค่าเป็น 0 ซึ่งจะต่างกับ อะไหล่เตรียมพร้อมสำหรับการซ่อมบำรุง ในข้อ 1 ที่ยังมีมูลค่าทางบัญชีอยู่.
4.Surplus คือวัสดุหรืออะไหล่ที่เหลือจาก Project Material และอะไหล่ที่ไม่มีการจ่ายออกเป็นเวลามากว่า 4 ปีหรือตามนโยบายบริษัท(Dead Stock) ร่วมถึงอะไหล่ที่ไม่สามารถใช้งานได้เช่นหมดอายุ.
Copyright © 2014 All rights reserved.
วันพุธที่ 5 กุมภาพันธ์ พ.ศ. 2557
Inventory Analysis .
ก่อนที่จะเข้าสู่ Inventory Analysis
มาทำความเข้าใจกับการจัดแบ่งวัสดุกันก่อนเพราะเป็นส่วนสำคัญใน
การที่จะ
พิจารณาว่าเหมาะสมหรือไม่ในการซื้อเพือเก็บเป็นวัสดุคงคลัง และเข้าใจถึงการ
Inventory
Analysis โดยละเอียด ซึ่งบริษัทโดยส่วนใหญ่จะไม่มีการจัดแบ่งกลุ่มของวัสดุสำหรับซ่อมบำรุง
Classification of Material
ประเภทของพัสดุ
วัสดุซ่อมบำรุงแบ่งตามการทำงานของฝ่ายซ่อมบำรุง
ประเภทของพัสดุ
วัสดุซ่อมบำรุงแบ่งตามการทำงานของฝ่ายซ่อมบำรุง
2.วัสดุสำหรับงานซ่อมบำรุงเชิงป้องกัน หรือเป็นวัสดุที่ใช้สำหรับ Preventive Maintenance ซึ่งเป็นวัสดุที่รู้ล่วงหน้าว่าต้องการจำนวนเท่าใหร่ และจะใช้เมื่อใหร่ จึงไม่ควรที่จะจัดเก็บเป็นวัสดุคงคลัง แต่ควรมีการบริหารจัดการที่ดี ซึ่งเป็นความท้าทายความสามารถนั้นเพราะต้องอาศัยความร่วมมือทั้งสามฝ่าย คือ จัดซื้อ คลังวัสดุ และ ทีมซ่อมบำรุง ซึ่งหากทั้งสามฝ่ายร่วมมือกันอย่างดีแล้วจะลดปริมาณการจัดเก็บได้มากที่เดียว จากประสบการณ์วัสดุกลุ่มไม่ว่าจะทำอย่างไรก็ยังเหลือบางส่วนที่มีความจำเป็นในการเก็บด้วยเหตผลต่างๆ
3.วัสดุสำหรับงานเปลี่ยนเครื่องจักร/ระบบ พัสดุกลุ่มนี้ไม่ควรจัดเก็บเป็นวัสดุคงคลัง แต่ควรมีการบริหารจัดการที่ดี เพื่อให้พร้อมสำหรับการใช้งานตามแผนการเปลี่ยนเครื่องจักร / ระบบ
5.วัสดุที่มีการใช้งานเป็นประจำ พัสดุกลุ่มนี้ควรจะได้รับการจัดเก็บเป็นวัสดุคงคลัง เนื่องจากมีความต้องการใช้งานเป็นประจำ (เช่น สารเคมี วัสดุสิ้นเปลืองต่างๆ เป็นต้น)
การวิเคราะห์สี่ด้าน
หลังจากที่มีการแบ่งประเภทของวัสดุสำหรับซ่อมบำรุงแล้ว ต่อไปก็มาลงรายละเอียดของวัสดุสำหรับงานซ่อมบำรุงเชิงแก้ไข หรือ Breakdown Maintenance ซึ่งเป็นวัสดุที่มีความจำเป็นต้องเก็บเป็นวัสดุคงคลัง

จากรูปเป็นของบริษัทชั้นนำที่นำมาใช้ในการวิเคราะห์ซึ้งเป็นการวิเคราะเพียงสองด้านคือ ความสำคัญในการผลิตกับระยะเวลาในการซื้อ ซึ่งมีปัญหาสองส่วนด้วยกัน 1.ไม่ได้พิจารณาในด้านอื่น คือ ราคาและ ความถี่ในการใช้ 2.ในส่วนของสีเหลืองไม่ชี้ชัดว่าควรจัดเก็บหรือไม่.
การวิเคราะห์สี่ด้าน
1.การวิเคราะห์ทางด้านความสำคัญกับการผลิต หรือ VED Analysis.
2.การวิเคราะห์ทางด้านความถี่ในการใช้งาน หรือ FSN Analysis.
3.การวิเคราะห์ทางด้านราคา หรือ HML Analysis.
4.การวิเคราะห์ทางด้านระยะเวลาในการส่งมอบวัสดุ SDE Analysis.
VED Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามความสำคัญของพัสดุนั้นๆ โดยมีเกณฑ์การพิจารณา คือ
วัสดุสำคัญ Vital (V) เป็นวัสดุที่มีความสำคัญในการผลิตมาก หากขาดวัสดุดังกล่าวจะส่งผลให้อุปกรณ์หยุดทำงาน และมีผลสืบเนื่องทันทีต่อ อาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม และ/หรือ มีผลให้กระบวนการผลิต / การดำเนินธุรกิจ หยุดชะงัก และในที่นี้ร่วมถึงวัสดุที่
ที่ต้องได้รับการจัดเก็บ ตามข้อกำหนดทางกฎหมาย.
วัสดุจำเป็น Essential (E) คือวัสดุที่มีความสำคัญปานกลาง กล่าวคือหาก อะไหล่ชิ้นนี้เสียหายจะสงผลกระทบต่อการผลิตโดยจำนวนที่ผลิตออกมาจะต่ำกว่า ที่ควรจะเป็นหรือคุณภาพที่ได้อาจต่ำลงและต้องอาจต้องทำซ้ำ(reprocess) และอาจก่อให้เกิดผลสืบเนื่องต่ออาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม และ/หรือ มีผลให้กระบวนการผลิต / การดำเนินธุรกิจ ไม่เต็มประสิทธิภาพ.
วัสดุสนับสนุน Desirable / Auxiliary (D) วัสดุสำหรับใช้งานร่วมกับอุปกรณ์ทุกระดับ ซึ่งการขาดวัสดุดังกล่าวจะไม่ส่งผลใดๆ ต่ออาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม รวมถึง กระบวนการผลิต / การดำเนินธุรกิจ.
FSN Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของวัสดุตามความถี่ในการใช้งาน โดยมีเกณฑ์การพิจารณา คือ
วัสดุที่มีการหมุนเวียนเร็ว Fast Moving (F) วัสดุที่มีความต้องการใช้งานใน X เดือน หรือต่ำกว่า.
วัสดุที่มีการหมุนเวียนช้า Slow Moving (S) วัสดุที่มีความต้องการใช้งานใน ช่วงเวลาที่มากกว่า X เดือน แต่ไม่เกิน Y เดือน.
วัสดุที่ไม่มีการหมุนเวียน Non Moving (N) วัสดุที่มีความต้องการใช้งานใน ช่วงเวลาที่มากกว่า Y เดือน.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท การได้มาซึ่งความถี่นั้นต้องอาศัยการจัดเก็บข้อมูลอย่างเป็นระบบแล้วนำมาหาค่าเฉลี่ย ขอมูลนี้ทางคลังสินค้าเป็นผู้เก็บข้อมูล.
HML Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามราคา โดยมีเกณฑ์การพิจารณา คือ
พัสดุราคาแพง High (H) พัสดุที่มีราคาสูงกว่า Y บาท.
พัสดุราคาปานกลาง Medium (M) พัสดุที่มีราคาสูงกว่า X บาท แต่ไม่เกิน Y บาท.
พัสดุราคาถูก Low (L) พัสดุที่มีราคาต่ำกว่า X บาท.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท ขึ้นอยู่กับนโยบายของฝ่ายบริหาร ที่มาของข้อมูลนั้นหากเป็นรายการที่เคยซื้อมาแล้วไม่เกิน 6 เดือนก็สามารถพอที่นำมาอ้างอิงได้ หรืออีกทางหนึ่งก็ให้ทางฝ่ายจัดซื้อตรวจสอบราคา.
SDE Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามช่วงเวลาการส่งมอบสินค้า โดยมีเกณฑ์การพิจารณา คือ
พัสดุขาดแคลน Scarce (S) พัสดุที่มีระยะเวลาการรอคอยสินค้านานกว่า Y วัน.
พัสดุหายาก Difficult (D) พัสดุที่มีระยะเวลาการรอคอยสินค้านานกว่า X วัน แต่ไม่เกิน Y วัน.
พัสดุหาง่าย Easily Available (E) พัสดุที่มีระยะเวลาการรอคอยสินค้าไม่เกิน X วัน.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท ที่มาของข้อมูลนั้นให้ฝ่ายจัดซื้อขอข้อมูลจาก Vendor หรือ Supplier.
ความถูกต้องของข้อมูลนั้นเป็นส่วนสำคัญในการวิเคราะห์เป็นอย่างมากหากข้อมูลถูกต้องจะสามารถลดจำนวนการจัดเก็บได้ถึง 20-30% และสามารถจัดการกับปัญหากรณีฉุกเฉิน ดังนั้นข้อมูลต้องมีการปรับปรุงในทุกๆปีเพื่อให้ขอมูลถูกต้องอยู่เสมอ ในทางปฎิบัตินั้นเป็นเรื่องอยากหากอะไหล่ที่คลังวัสดุรับผิดชอบมีเป็นจำนวนมาก ดังนั้นจึงต้องใช้โปรแกรม ERP เข้ามาช่วยในการบริหารข้อมูล.
STOCK CRITERIA MATRIX (4 SIZE)

จากตารางด้านบนนั้นเหมาะสำหรับโรงงานที่ให้ความสำคัญกับ VED เป็นหลัก และเป็นเพียงตัวอย่างเท่านั้นหากนำไปใช้จริงต้องกำหนดร่วมกันระหว่าง ฝ่ายจัดซื้อ คลังวัสดุ และฝ่ายซ่อมบำรุง.
ในส่วนที่เป็น x นั้นให้เข้าคณะกรรมการ 3 ฝ่ายคือ ฝ่ายจัดซื้อ คลังวัสดุ และฝ่ายซ่อมบำรุง พิจารณาถึงความเหมาะในประเด็นต่างๆเช่น สามารถจัดซื้อได้เร็วกว่าเมื่อเทียบกับความถีในการใช้ (F>E)
หรือ มีราคาที่สูงมากแต่ความถีที่ใช้มีโอกาสน้อยมากและสามารถรอเมื่อเทียบกับระยะเวลารอคอยอะไหล่ รวมทั้งอาจต้องพิจารณา Cost Ratio.
ผมออกแบบตารางนี้เพื่อให้ง่ายในการวิเคราะห์เมื่อเทียบกับตารางแรกที่ผมแสดงให้ดูจะเห็นว่าเป็นการวิเคราะห์ในทุกมุมมอง นอกจากการวิเคราะห์แบบนี้ยังมีแบบอื่นอีก RRM CRITICAL MATRIX.
ขอเน้นยำอีกครั้งว่าการวิเคราะห์ทั้งหมดเป็นเพียงการจัดการกับวัสดุสำหรับงานซ่อมบำรุงเชิงแก้ไข หรือเป็นวัสดุที่ใช้สำหรับ Breakdown Maintenance หรือ Corrective action และเป็นการเพียงการกำหนดว่าควรหรือไม่ควรจัดเก็บ ดังนั้นยังต้องวิเคราะห์ต่อว่าควรจัดเก็บเท่าใหร่จึงจะเหมาะสม
ก่อนเข้าสู่การหาค่าจำนวนที่ต้องจัดเก็บอะไหล่ในแต่ละรายการแล้วต้องทำความรู้จัก Min - Max ,Safety Stock และ Re-order Point ก่อน
Min-Max คือจำนวนต่ำสุด-และสูงสุดในการจัดเก็บวัสดุ ซึ่งใช่กันในหลายโรงงานเป็นวิธีการที่ง่ายในการจัดการวัสดุ แต่พอถามถึงที่มากลับของค่า Min-Max โดยส่วนใหญ่กำหนดจากประสบการณ์ของ วิศวกร ซึ่งก็มักกำหนด โดยใช้เปอร์เซ็นของจำนวนที่ใช้อยู่ในปัจจุบัน 1-3% หรืออาจมากกว่านี้.
การกำหนด Min-Max
1. หากยังไม่มีขอมูลในเชิงสถิติ(โรงงานเปิดใหม่) ให้ดูจากคู่มือของเครื่องจักรจะบอกในเรื่องของอะไหล่ไว้ด้วยและให้ วิศวกรพิจารณาถึงจำนวนที่เหมาะสมอีกครั้ง หากว่าเป็นเครื่องจักรใหม่ เมื่อติดตั้งจะเกิดปัญหามากในช่วงแรกและทำให้มีการจัดเก็บอะใหล่ในจำนวนมากเพื่อตอบสนองในช่วงแรกของเครื่องจักรเรียกว่า Break In เมื่อเครื่องเข้าสู่ Normal Operation อะไหล่เหล่านั้นแทบไม่มีการเบิกออกและการเป็นอะไหล่ที่ถูกกำจัดในภายหลัง.

2.หากมีข้อมูลเชิงสถิติแล้วให้กำหนด Min - Max ดังนี้
วิธีที่ 1
Min ให้ใช้ ROP
Max ให้ใช้ EOQ
วิธีนี้เหมาะสำหรับวัสดุที่หมุนเร็ว F>E
วิธีที่ 2
Min ค่าเฉลี่ยในการเบิกอะใหล่ทั้งปี (M)
Max M + K√M , K : ระดับความน่าเชื่อถือเมื่อมีการเบิก
วิธีนี้เหมาะสำหรับวัสดุที่หมุนช้า ไม่จำเป็นต้องมี SS เนื่องจากระยะเวลาในการใช้น้อยกว่าระยะเวลาในการรอคอยวัสดุ
วิธีที่ 3
Poisson

ในแต่ละวิธีก็เหมาะกับอะไหล่แต่ละประเภท.
การกำหนด Re-Order Point
Re-order Point หรืออาจเรียกว่า Trigger Point คือจุดที่เหมาะสมที่สุดในการสั่งซื้อโดยดพิจารณาจากระยะเวลาในการส่งมอบและอัตราการใช้งานและระดับประกันความปลอดภัย(Safety Stock) ซึ่งเหมาะสำหรับวัสดุที่มีการเคลื่อนไหวช้าอย่างอะไหล่ในการซ่อมบำรุง.

{kind=link}
{kind=link}
{kind=link}
ROP = (D x LT) + SS
D : คืออัตราการใช้ในช่วงระยะเวลาหนึ่งโดยดูจากสถิติ (ชิ้น/เดือน).
LT : LEAD TIME คือระยะเวลาในการจัดหา (เดือน).
SS : SAFETY STOCK คือ ระดับประกันความปลอดภัย หรืออาจจะเรียกว่า Buffer Stock.
SS = K*√D
K : ระดับความน่าเชื่อถือเมื่อมีการเบิก Insurrance Factor ให้ดูในตาราง STOCK CRITERIA MATRIX (4 SIZE).
| Assurance level (%) | 50 | 75 | 80 | 85 | 90 | 98 | 99 | 99.9 |
| Value of K | 0 | 0.7 | 0.8 | 1 | 1.3 | 2.1 | 2.3 | 3.3 |
D : คืออัตราการใช้ในช่วงระยะเวลาหนึ่งโดยดูจากสถิติ หน่วยเป็นเวลา.
ตัวอย่าง
T-Belt ฝ่ายซ่อมบำรุงเบิกใช้ 1 เดือน 3 ชิ้น (1 ปี 36 ชิ้น) ระยะเวลาในการรอคอยวัสดุ 2 สัปดาห์ ราคาขาย ชิ้นละ 2500 บาท.
ROP : 3 * 0.5 = 2 ชิ้น
EOQ = √(2AS/iC)
A = อัตราการใช้ทั้งปี Annual consumption
S = ค่าใช้จ่ายในการสั่งซื้ออะไหล่ชิ้นนั้นๆ Order Cost
i = ค่าใช้จ่ายต่างในการจัดเก็บอะไหล่ชิ้นนั้น ๆ Inventory carrying cost
C = ราคาของอะไหล่ชิ้นนั้นๆ
EOQ = √((2*36*500)/(0.2*2500)) =√3600/500 = 3 EA.
WD 40 ฝ่ายซ่อมบำรุงเบิกใช้ 1 เดือน 9 กระป๋อง (1 ปี 108 ชิ้น) ระยะเวลาในการรอคอยวัสดุ 1 สัปดาห์ ราคาขาย ชิ้นละ 200 บาท ราคาสิ้นค้าขายเป็นโหล ขั้นต่ำ 1 โหล.
ROP : 9 * 0.25 = 3 ชิ้น
EOQ = √((2*108*500)/(0.2*200)) =√180,000/40 = 52 EA.
ราคาสิ้นค้าขายเป็นโหล ควรซื้อเท่าไหร่ 48 หรือ 60 EA?
ค่าใช้จ่ายร่วม TC = (QCi)/2 + (AS)/Q
พิจารณาที่ 48 EA
TC = (48*0.2*200)/2 + (108*500)/48 = 2085 บาท
พิจารณาที่ 60 EA
TC = (60*0.2*200)/2 + (108*500)/60 = 2100 บาท
จากการคำนวณที่ได้แนะนำที่ 48 EA.
ในการกำหนด Re-order Point นั้นต้องกำหนดให้กับอะไหล่ในแต่ละรายการและควรมีการทบทวนอย่างน้อยทุกๆ 2-3 ปีเนื่องจากตัวเลขอาจมีการเปลียนแปลงอยู่ตลอดเวลา โดยเฉพาะ SAP นั้น Re-order Point ไม่สามารถปรับเองอัตโนมัติ เจ้าหน้าที่คลังวัสดุต้องทำการปรับแต่งเอง และใน SAP นั้นไม่มี Min แต่มี Re-order Point ซึ่งอาจจะกล่าวโดยละเอียดในหัวข้อ SAP.
กรณีที่เป็นอะไหล่หมุนช้า (Slow Moving)
ใช้ Poisson ในการคำนวน

λ = ค่าเฉลี่ยในการเบิกอะใหล่ทั้งปี
x = จำนวนที่คาดว่าจะเบิกจากคลังสินค้า (ชิ้น)
f(x;λ) = คือโอกาสที่จะเบิกแล้วไม่มีของ
Service Level = 100% - f(x;λ)
ตัวอย่าง
อะไหล่ A มีค่าเฉลี่ยการเบิกต่อปี 2 ชิ้น เป็นวัสดุใน Class V (VED) ต้องการ Service Level ที่ 99.9 %
ระยะเวลาในการรอคอยสินค้า 3 เดือน
ที่ X = 1 , f(x;λ) = 0.27 , Service Level = 99.73 %
ที่ X = 2 , f(x;λ) = 0.27 , Service Level = 99.73 %
ที่ X = 3 , f(x;λ) = 0.179 , Service Level = 99.82 %
ที่ X = 4 , f(x;λ) = 0.089 , Service Level = 99.9 %
ดังนั้นเพื่อให้ Service Level ที่ 99.9 % จึงเลือกเก็บที่ 4 ชิ้น
ROP = 2 ชิ้น
MAX = 4 ชิ้น
ไม่เป็นต้องมี SS เนื่องจากเป็นอะไหล่หมุนช้า F<S
กรณีที่เป็นอะไหล่หมุนช้ามาก (Slow Moving)
Erlang -k Method

X = ระยะเวลารอคอยสินค้าต่อเดือน Lead Time
λ = จำนวนที่คาดว่าจะเบิกจากคลังสินค้า (ชิ้น)
P(x;k,λ) = คือโอกาสที่จะเบิกแล้วไม่มีของ
กำหนดให้ k = 1 อ้างอิงจาก Optimize initial spare part inventories: an analysis and improvement of an electronic decision tool (2004).
#บทความนี้ยังไม่จบหากท่านนำสวนหนึ่งสวนไปใช้กรุณาอ้างอิง Blog นี้ด้วย.
Copyright © 2014 All rights reserved.
สมัครสมาชิก:
ความคิดเห็น (Atom)