ก่อนที่จะเข้าสู่ Inventory Analysis
มาทำความเข้าใจกับการจัดแบ่งวัสดุกันก่อนเพราะเป็นส่วนสำคัญใน
การที่จะ
พิจารณาว่าเหมาะสมหรือไม่ในการซื้อเพือเก็บเป็นวัสดุคงคลัง และเข้าใจถึงการ
Inventory
Analysis โดยละเอียด ซึ่งบริษัทโดยส่วนใหญ่จะไม่มีการจัดแบ่งกลุ่มของวัสดุสำหรับซ่อมบำรุง
Classification of Material
ประเภทของพัสดุ
วัสดุซ่อมบำรุงแบ่งตามการทำงานของฝ่ายซ่อมบำรุง
1.วัสดุสำหรับงานซ่อมบำรุงเชิงแก้ไข หรือเป็นวัสดุที่ใช้สำหรับ Breakdown Maintenance หรือ Corrective action ซึ่งวัสดุในกลุ่มนี้ไม่สามารถคาดการได้ล่วงหน้า ดังนั้นจึงจำเป็นที่ต้องจัดเก็บเป็นวัสดุคงคลัง
สำหรับกรณีฉุกเฉิน
2.วัสดุสำหรับงานซ่อมบำรุงเชิงป้องกัน หรือเป็นวัสดุที่ใช้สำหรับ Preventive Maintenance ซึ่งเป็นวัสดุที่รู้ล่วงหน้าว่าต้องการจำนวนเท่าใหร่ และจะใช้เมื่อใหร่ จึงไม่ควรที่จะจัดเก็บเป็นวัสดุคงคลัง แต่ควรมีการบริหารจัดการที่ดี ซึ่งเป็นความท้าทายความสามารถนั้นเพราะต้องอาศัยความร่วมมือทั้งสามฝ่าย คือ จัดซื้อ คลังวัสดุ และ ทีมซ่อมบำรุง ซึ่งหากทั้งสามฝ่ายร่วมมือกันอย่างดีแล้วจะลดปริมาณการจัดเก็บได้มากที่เดียว จากประสบการณ์วัสดุกลุ่มไม่ว่าจะทำอย่างไรก็ยังเหลือบางส่วนที่มีความจำเป็นในการเก็บด้วยเหตผลต่างๆ
3.วัสดุสำหรับงานเปลี่ยนเครื่องจักร/ระบบ พัสดุกลุ่มนี้ไม่ควรจัดเก็บเป็นวัสดุคงคลัง
แต่ควรมีการบริหารจัดการที่ดี
เพื่อให้พร้อมสำหรับการใช้งานตามแผนการเปลี่ยนเครื่องจักร / ระบบ
4.วัสดุสำหรับอุปกรณ์ที่เลิกผลิต วัสดุกลุ่มนี้ควรจัดเก็บเป็นวัสดุคงคลัง เนื่องจากอุปกรณ์นั้นๆ
ได้ถูกยกเลิกการผลิต ไม่มีขายในตลาดอีกต่อไป ทั้งนี้ วัสดุคงคลังประเภทนี้
ควรมีการจัดเก็บอย่างน้อยจนกว่าอุปกรณ์นั้นๆ จะได้รับการปรับปรุงให้เป็นรุ่นใหม่
5.วัสดุที่มีการใช้งานเป็นประจำ พัสดุกลุ่มนี้ควรจะได้รับการจัดเก็บเป็นวัสดุคงคลัง
เนื่องจากมีความต้องการใช้งานเป็นประจำ (เช่น สารเคมี วัสดุสิ้นเปลืองต่างๆ
เป็นต้น)
การวิเคราะห์สี่ด้าน
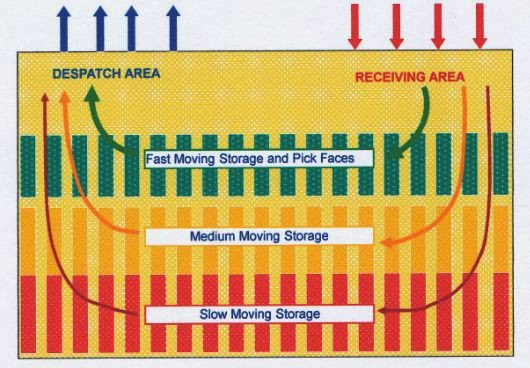
หลังจากที่มีการแบ่งประเภทของวัสดุสำหรับซ่อมบำรุงแล้ว ต่อไปก็มาลงรายละเอียดของวัสดุสำหรับงานซ่อมบำรุงเชิงแก้ไข หรือ Breakdown Maintenance ซึ่งเป็นวัสดุที่มีความจำเป็นต้องเก็บเป็นวัสดุคงคลัง
จากรูปเป็นของบริษัทชั้นนำที่นำมาใช้ในการวิเคราะห์ซึ้งเป็นการวิเคราะเพียงสองด้านคือ ความสำคัญในการผลิตกับระยะเวลาในการซื้อ ซึ่งมีปัญหาสองส่วนด้วยกัน 1.ไม่ได้พิจารณาในด้านอื่น คือ ราคาและ ความถี่ในการใช้ 2.ในส่วนของสีเหลืองไม่ชี้ชัดว่าควรจัดเก็บหรือไม่.
การวิเคราะห์สี่ด้าน
1.การวิเคราะห์ทางด้านความสำคัญกับการผลิต หรือ VED Analysis.
2.การวิเคราะห์ทางด้านความถี่ในการใช้งาน หรือ FSN Analysis.
3.
การวิเคราะห์ทางด้านราคา หรือ HML Analysis.
4.
การวิเคราะห์ทางด้านระยะเวลาในการส่งมอบวัสดุ SDE Analysis.
VED Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามความสำคัญของพัสดุนั้นๆ
โดยมีเกณฑ์การพิจารณา คือ
วัสดุสำคัญ Vital (V) เป็นวัสดุที่มีความสำคัญในการผลิตมาก หากขาดวัสดุดังกล่าวจะส่งผลให้อุปกรณ์หยุดทำงาน และมีผลสืบเนื่องทันทีต่อ อาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม และ/หรือ มีผลให้กระบวนการผลิต / การดำเนินธุรกิจ หยุดชะงัก และในที่นี้ร่วมถึงวัสดุที่
ที่ต้องได้รับการจัดเก็บ ตามข้อกำหนดทางกฎหมาย.
วัสดุจำเป็น Essential (E) คือวัสดุที่มีความสำคัญปานกลาง กล่าวคือหาก
อะไหล่ชิ้นนี้เสียหายจะสงผลกระทบต่อการผลิตโดยจำนวนที่ผลิตออกมาจะต่ำกว่า
ที่ควรจะเป็นหรือคุณภาพที่ได้อาจต่ำลงและต้องอาจต้องทำซ้ำ(reprocess) และอาจก่อให้เกิดผลสืบเนื่องต่ออาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม และ/หรือ มีผลให้กระบวนการผลิต / การดำเนินธุรกิจ ไม่เต็มประสิทธิภาพ.
วัสดุสนับสนุน Desirable / Auxiliary (D) วัสดุสำหรับใช้งานร่วมกับอุปกรณ์ทุกระดับ ซึ่งการขาดวัสดุดังกล่าวจะไม่ส่งผลใดๆ ต่ออาชีวอนามัย / ความปลอดภัย / สิ่งแวดล้อม รวมถึง กระบวนการผลิต / การดำเนินธุรกิจ.
การแบ่ง VED นั้นต้องให้ฝ่ายซ่อมบำรุงหรือวิศวกรเป็นฝ่ายกำหนดซึ่งหากเป็นโรงงานขนาดใหญ่จะเป็นการยากมาก เนื่องจากต้องพิจารณาในระดับอะไหล่.
FSN Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของวัสดุตามความถี่ในการใช้งาน โดยมีเกณฑ์การพิจารณา คือ
วัสดุที่มีการหมุนเวียนเร็ว Fast Moving (F) วัสดุที่มีความต้องการใช้งานใน X เดือน หรือต่ำกว่า.
วัสดุที่มีการหมุนเวียนช้า Slow Moving (S) วัสดุที่มีความต้องการใช้งานใน ช่วงเวลาที่มากกว่า X เดือน แต่ไม่เกิน Y เดือน.
วัสดุที่ไม่มีการหมุนเวียน Non Moving (N) วัสดุที่มีความต้องการใช้งานใน ช่วงเวลาที่มากกว่า Y เดือน.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท การได้มาซึ่งความถี่นั้นต้องอาศัยการจัดเก็บข้อมูลอย่างเป็นระบบแล้วนำมาหาค่าเฉลี่ย ขอมูลนี้ทางคลังสินค้าเป็นผู้เก็บข้อมูล.
HML Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามราคา โดยมีเกณฑ์การพิจารณา คือ
พัสดุราคาแพง High (H) พัสดุที่มีราคาสูงกว่า Y บาท.
พัสดุราคาปานกลาง Medium (M) พัสดุที่มีราคาสูงกว่า X บาท แต่ไม่เกิน Y บาท.
พัสดุราคาถูก Low (L) พัสดุที่มีราคาต่ำกว่า X บาท.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท ขึ้นอยู่กับนโยบายของฝ่ายบริหาร ที่มาของข้อมูลนั้นหากเป็นรายการที่เคยซื้อมาแล้วไม่เกิน 6 เดือนก็สามารถพอที่นำมาอ้างอิงได้ หรืออีกทางหนึ่งก็ให้ทางฝ่ายจัดซื้อตรวจสอบราคา.
SDE Analysis
การพิจารณาด้วยวิธีนี้ จะเป็นการคัดแยกประเภทของพัสดุตามช่วงเวลาการส่งมอบสินค้า โดยมีเกณฑ์การพิจารณา คือ
พัสดุขาดแคลน Scarce (S) พัสดุที่มีระยะเวลาการรอคอยสินค้านานกว่า Y วัน.
พัสดุหายาก Difficult (D) พัสดุที่มีระยะเวลาการรอคอยสินค้านานกว่า X วัน แต่ไม่เกิน Y วัน.
พัสดุหาง่าย Easily Available (E) พัสดุที่มีระยะเวลาการรอคอยสินค้าไม่เกิน X วัน.
ในส่วนของค่า X และ Y นั้นจะมีความแตกต่างกันในแต่ละบริษัท ที่มาของข้อมูลนั้นให้ฝ่ายจัดซื้อขอข้อมูลจาก Vendor หรือ Supplier.
ความถูกต้องของข้อมูลนั้นเป็นส่วนสำคัญในการวิเคราะห์เป็นอย่างมากหากข้อมูลถูกต้องจะสามารถลดจำนวนการจัดเก็บได้ถึง 20-30% และสามารถจัดการกับปัญหากรณีฉุกเฉิน ดังนั้นข้อมูลต้องมีการปรับปรุงในทุกๆปีเพื่อให้ขอมูลถูกต้องอยู่เสมอ ในทางปฎิบัตินั้นเป็นเรื่องอยากหากอะไหล่ที่คลังวัสดุรับผิดชอบมีเป็นจำนวนมาก ดังนั้นจึงต้องใช้โปรแกรม ERP เข้ามาช่วยในการบริหารข้อมูล.
STOCK CRITERIA MATRIX (4 SIZE)
จากตารางด้านบนนั้นเหมาะสำหรับโรงงานที่ให้ความสำคัญกับ VED เป็นหลัก และเป็นเพียงตัวอย่างเท่านั้นหากนำไปใช้จริงต้องกำหนดร่วมกันระหว่าง ฝ่ายจัดซื้อ คลังวัสดุ และฝ่ายซ่อมบำรุง.
ในส่วนที่เป็น x นั้นให้เข้าคณะกรรมการ 3 ฝ่ายคือ ฝ่ายจัดซื้อ คลังวัสดุ และฝ่ายซ่อมบำรุง พิจารณาถึงความเหมาะในประเด็นต่างๆเช่น สามารถจัดซื้อได้เร็วกว่าเมื่อเทียบกับความถีในการใช้ (F>E)
หรือ มีราคาที่สูงมากแต่ความถีที่ใช้มีโอกาสน้อยมากและสามารถรอเมื่อเทียบกับระยะเวลารอคอยอะไหล่ รวมทั้งอาจต้องพิจารณา Cost Ratio.
ผมออกแบบตารางนี้เพื่อให้ง่ายในการวิเคราะห์เมื่อเทียบกับตารางแรกที่ผมแสดงให้ดูจะเห็นว่าเป็นการวิเคราะห์ในทุกมุมมอง นอกจากการวิเคราะห์แบบนี้ยังมีแบบอื่นอีก RRM CRITICAL MATRIX.
ขอเน้นยำอีกครั้งว่าการวิเคราะห์ทั้งหมดเป็นเพียงการจัดการกับวัสดุสำหรับงานซ่อมบำรุงเชิงแก้ไข หรือเป็นวัสดุที่ใช้สำหรับ Breakdown Maintenance หรือ Corrective action และเป็นการเพียงการกำหนดว่าควรหรือไม่ควรจัดเก็บ ดังนั้นยังต้องวิเคราะห์ต่อว่าควรจัดเก็บเท่าใหร่จึงจะเหมาะสม
ก่อนเข้าสู่การหาค่าจำนวนที่ต้องจัดเก็บอะไหล่ในแต่ละรายการแล้วต้องทำความรู้จัก Min - Max ,Safety Stock และ Re-order Point ก่อน
Min-Max คือจำนวนต่ำสุด-และสูงสุดในการจัดเก็บวัสดุ ซึ่งใช่กันในหลายโรงงานเป็นวิธีการที่ง่ายในการจัดการวัสดุ แต่พอถามถึงที่มากลับของค่า Min-Max โดยส่วนใหญ่กำหนดจากประสบการณ์ของ วิศวกร ซึ่งก็มักกำหนด โดยใช้เปอร์เซ็นของจำนวนที่ใช้อยู่ในปัจจุบัน 1-3% หรืออาจมากกว่านี้.
การกำหนด Min-Max
1. หากยังไม่มีขอมูลในเชิงสถิติ(โรงงานเปิดใหม่) ให้ดูจากคู่มือของเครื่องจักรจะบอกในเรื่องของอะไหล่ไว้ด้วยและให้ วิศวกรพิจารณาถึงจำนวนที่เหมาะสมอีกครั้ง หากว่าเป็นเครื่องจักรใหม่ เมื่อติดตั้งจะเกิดปัญหามากในช่วงแรกและทำให้มีการจัดเก็บอะใหล่ในจำนวนมากเพื่อตอบสนองในช่วงแรกของเครื่องจักรเรียกว่า Break In เมื่อเครื่องเข้าสู่ Normal Operation อะไหล่เหล่านั้นแทบไม่มีการเบิกออกและการเป็นอะไหล่ที่ถูกกำจัดในภายหลัง.
2.หากมีข้อมูลเชิงสถิติแล้วให้กำหนด Min - Max ดังนี้
วิธีที่ 1
Min ให้ใช้ ROP
Max ให้ใช้ EOQ
วิธีนี้เหมาะสำหรับวัสดุที่หมุนเร็ว F>E
วิธีที่ 2
Min ค่าเฉลี่ยในการเบิกอะใหล่ทั้งปี (M)
Max M + K√M , K : ระดับความน่าเชื่อถือเมื่อมีการเบิก
วิธีนี้เหมาะสำหรับวัสดุที่หมุนช้า ไม่จำเป็นต้องมี SS เนื่องจากระยะเวลาในการใช้น้อยกว่าระยะเวลาในการรอคอยวัสดุ
วิธีที่ 3
Poisson
วิธีนี้เหมาะสำหรับวัสดุที่หมุนช้ามากกว่า
วิธีที่ 2 ไม่จำเป็นต้องมี SS เนื่องจากระยะเวลาในการใช้น้อยกว่าระยะเวลาในการรอคอยวัสดุ
ในแต่ละวิธีก็เหมาะกับอะไหล่แต่ละประเภท.
การกำหนด Re-Order Point
Re-order Point หรืออาจเรียกว่า Trigger Point คือจุดที่เหมาะสมที่สุดในการสั่งซื้อโดยดพิจารณาจากระยะเวลาในการส่งมอบและอัตราการใช้งานและระดับประกันความปลอดภัย(Safety Stock) ซึ่งเหมาะสำหรับวัสดุที่มีการเคลื่อนไหวช้าอย่างอะไหล่ในการซ่อมบำรุง.
ROP = (D x LT) + SS
D : คืออัตราการใช้ในช่วงระยะเวลาหนึ่งโดยดูจากสถิติ (ชิ้น/เดือน).
LT : LEAD TIME คือระยะเวลาในการจัดหา (เดือน).
SS : SAFETY STOCK คือ ระดับประกันความปลอดภัย หรืออาจจะเรียกว่า Buffer Stock.
SS = K*√D
K : ระดับความน่าเชื่อถือเมื่อมีการเบิก Insurrance Factor ให้ดูในตาราง
STOCK CRITERIA MATRIX (4 SIZE).
| Assurance level (%) |
50 |
75 |
80 |
85 |
90 |
98 |
99 |
99.9 |
| Value
of K |
0 |
0.7 |
0.8 |
1 |
1.3 |
2.1 |
2.3 |
3.3 |
D : คืออัตราการใช้ในช่วงระยะเวลาหนึ่งโดยดูจากสถิติ หน่วยเป็นเวลา.
ตัวอย่าง
T-Belt ฝ่ายซ่อมบำรุงเบิกใช้ 1 เดือน 3 ชิ้น (1 ปี 36 ชิ้น) ระยะเวลาในการรอคอยวัสดุ 2 สัปดาห์ ราคาขาย ชิ้นละ 2500 บาท.
ROP : 3 * 0.5 = 2 ชิ้น
EOQ = √(2AS/iC)
A = อัตราการใช้ทั้งปี Annual consumption
S = ค่าใช้จ่ายในการสั่งซื้ออะไหล่ชิ้นนั้นๆ Order Cost
i = ค่าใช้จ่ายต่างในการจัดเก็บอะไหล่ชิ้นนั้น ๆ Inventory carrying cost
C = ราคาของอะไหล่ชิ้นนั้นๆ
EOQ = √((2*36*500)/(0.2*2500)) =√3600/500 = 3 EA.
WD 40 ฝ่ายซ่อมบำรุงเบิกใช้ 1 เดือน 9 กระป๋อง (1 ปี 108 ชิ้น) ระยะเวลาในการรอคอยวัสดุ 1 สัปดาห์ ราคาขาย ชิ้นละ 200 บาท ราคาสิ้นค้าขายเป็นโหล ขั้นต่ำ 1 โหล.
ROP : 9 * 0.25 = 3 ชิ้น
EOQ = √((2*108*500)/(0.2*200)) =√180,000/40 = 52 EA.
ราคาสิ้นค้าขายเป็นโหล ควรซื้อเท่าไหร่ 48 หรือ 60 EA?
ค่าใช้จ่ายร่วม TC = (QCi)/2 + (AS)/Q
พิจารณาที่ 48 EA
TC = (48*0.2*200)/2 + (108*500)/48 = 2085 บาท
พิจารณาที่ 60 EA
TC = (60*0.2*200)/2 + (108*500)/60 = 2100 บาท
จากการคำนวณที่ได้แนะนำที่ 48 EA.
ในการกำหนด Re-order Point นั้นต้องกำหนดให้กับอะไหล่ในแต่ละรายการและควรมีการทบทวนอย่างน้อยทุกๆ 2-3 ปีเนื่องจากตัวเลขอาจมีการเปลียนแปลงอยู่ตลอดเวลา โดยเฉพาะ SAP นั้น Re-order Point ไม่สามารถปรับเองอัตโนมัติ เจ้าหน้าที่คลังวัสดุต้องทำการปรับแต่งเอง และใน SAP นั้นไม่มี Min แต่มี Re-order Point ซึ่งอาจจะกล่าวโดยละเอียดในหัวข้อ SAP.
กรณีที่เป็นอะไหล่หมุนช้า (Slow Moving)
ใช้ Poisson ในการคำนวน
λ = ค่าเฉลี่ยในการเบิกอะใหล่ทั้งปี
x = จำนวนที่คาดว่าจะเบิกจากคลังสินค้า (ชิ้น)
f(x;λ) = คือโอกาสที่จะเบิกแล้วไม่มีของ
Service Level = 100% - f(x;λ)
ตัวอย่าง
อะไหล่ A มีค่าเฉลี่ยการเบิกต่อปี 2 ชิ้น เป็นวัสดุใน Class V (VED) ต้องการ Service Level ที่ 99.9 %
ระยะเวลาในการรอคอยสินค้า 3 เดือน
ที่ X = 1 ,
f(x;λ) = 0.27 , Service Level = 99.73 %
ที่ X = 2 ,
f(x;λ) = 0.27 , Service Level = 99.73 %
ที่ X = 3 ,
f(x;λ) = 0.179 , Service Level = 99.82 %
ที่ X = 4 ,
f(x;λ) = 0.089 , Service Level = 99.9 %
ดังนั้นเพื่อให้ Service Level ที่ 99.9 % จึงเลือกเก็บที่ 4 ชิ้น
ROP = 2 ชิ้น
MAX = 4 ชิ้น
ไม่เป็นต้องมี SS เนื่องจากเป็นอะไหล่หมุนช้า F<S
กรณีที่เป็นอะไหล่หมุนช้ามาก (Slow Moving)
Erlang -k Method
X = ระยะเวลารอคอยสินค้าต่อเดือน Lead Time
λ = จำนวนที่คาดว่าจะเบิกจากคลังสินค้า (ชิ้น)
P(x;k,λ) = คือโอกาสที่จะเบิกแล้วไม่มีของ
กำหนดให้ k = 1 อ้างอิงจาก Optimize initial spare part inventories: an analysis and improvement of an electronic decision tool (2004).
#บทความนี้ยังไม่จบหากท่านนำสวนหนึ่งสวนไปใช้กรุณาอ้างอิง Blog นี้ด้วย.
Copyright © 2014 All rights reserved.
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}